以前、UVプリンタでの黒のプリントについて記事をまとめました。
【やってみた】UVプリンタでの淡色プリント問題について
https://fablabsendai-flat.com/2017/10/18/uvprint_test_01/
今回は、ホワイトインクと透明グロスインクのプリントに加えて、MDFへのテストプリントを行ってみました。
(1)ホワイトインクの濃度によるプリント結果の違い
まずはホワイト自体の濃度を変えたものと、ホワイトの不透明度を変えたものをプリントしてみることに。
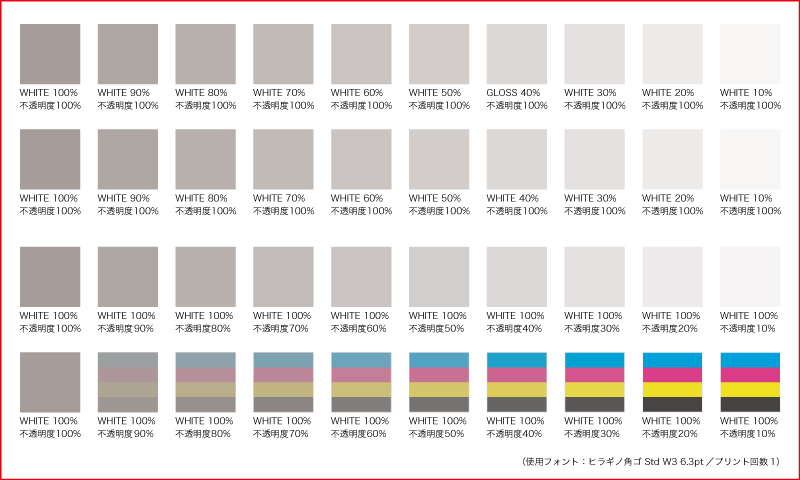
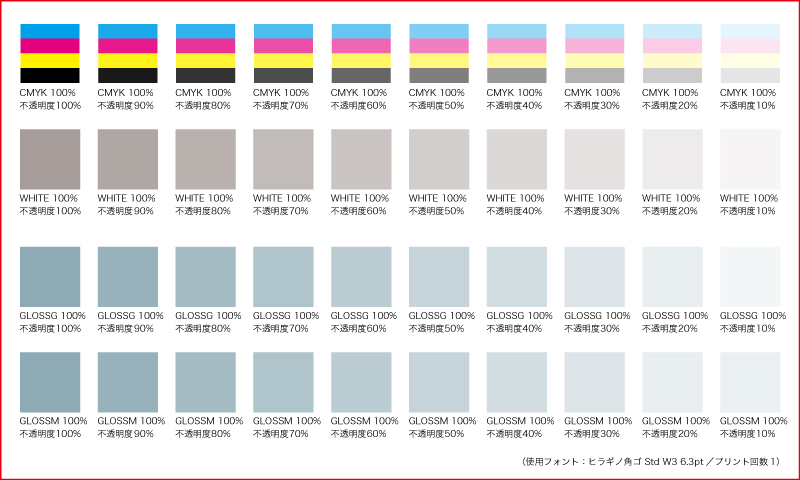
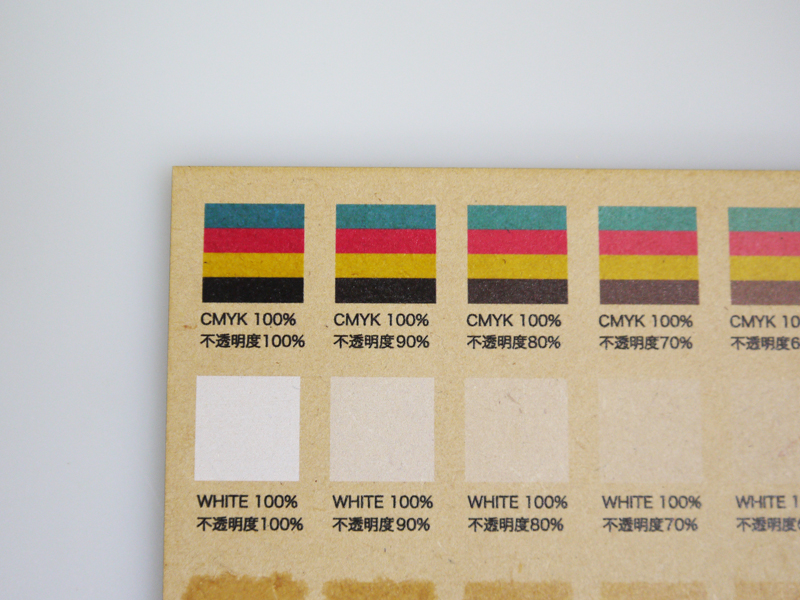
プリントしたデータはパソコンの画面上で見るとこんなふうになっています。FabLab SENDAI – FLATのUVプリンタでは、ホワイトプリントをしたい箇所にグレーに近い特別色を当て込むためこのような見え方になるのです。
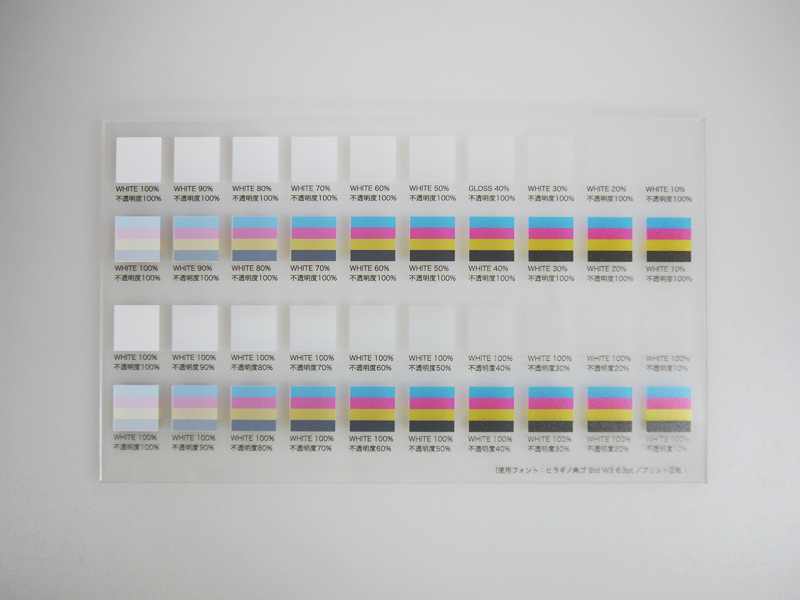
実際にプリントしたものがこちら。ホワイト自体の濃度を変えようが、不透明度を変えようがあまり違いはなさそうです。
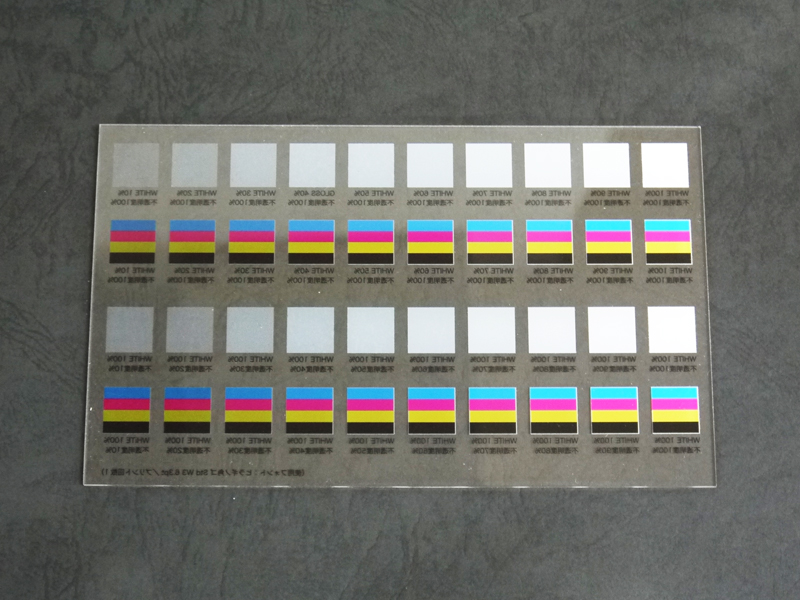
裏返しにして黒い紙の上に置いてみるとこんな感じ。左にいくにつれてホワイトの濃度や不透明度が下がるため、黒い紙の色が透けてプリント箇所が暗く見えるようになっています。
カラーの上にホワイトを1度プリントしただけでは下からカラーが透けてしまいますが、下地としてホワイトを使用する場合は1度だけでもはっきりと色がでることが分かりました。
(2)透明グロスインクの濃度によるプリント結果の違い
つづいては透明グロスインクのテスト。
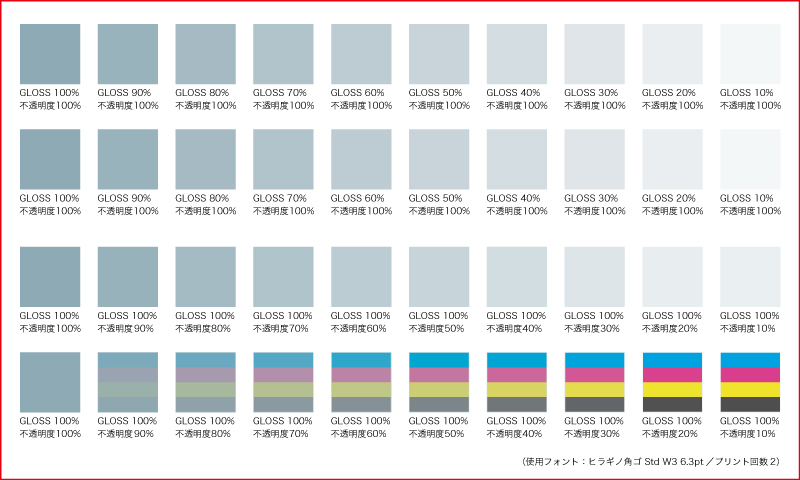
こちらもホワイトと同じように、特別色を設定する関係でこのような見た目になっています。
透明グロスの場合は、ツヤのある「グロスバーニッシュ」仕上げと、ツヤのない「マット」仕上げのどちらかをプリント時に選択することが可能なので、両方のサンプルを作ることにしました。
※透明インクはどうしても写真の撮影が難しいので、仕上がりの様子はぜひラボで直接ご覧ください!※
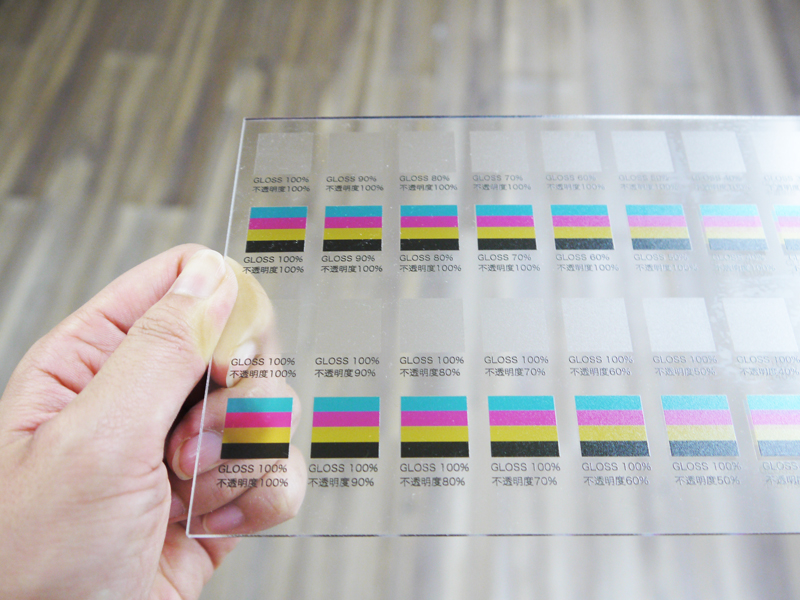
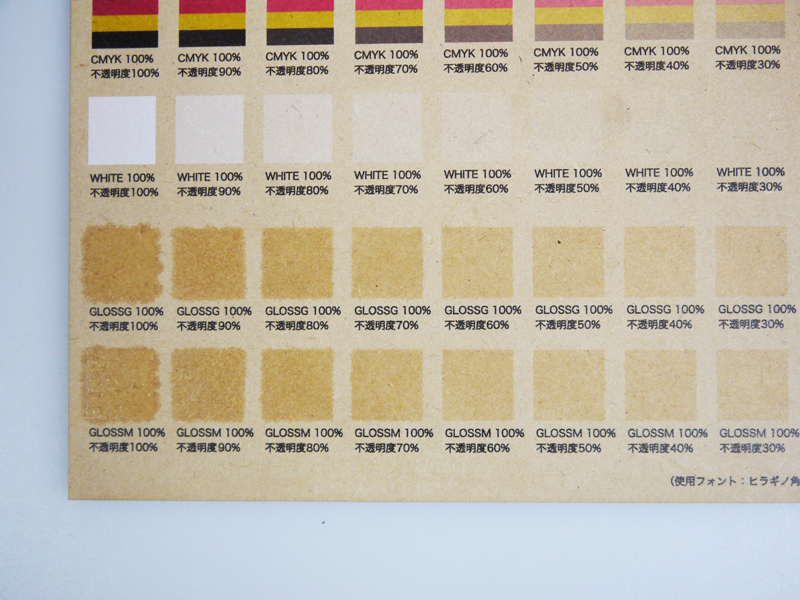
まずは「マット」仕上げから。触ってみると厚みの差が分かるものの、カラーインクの上にプリントしたものは見え方に大きな違いはありません。表面をマット調にしたいというだけであれば、濃度や不透明度は100%ではなく90%以下に設定してしまっても良さそうです。(インクの節約にもなるので)
また、CMYK以外の特殊インクは、濃度と不透明度どちらを変えてもプリントのされ方にあまり違いがないのかもしれません。
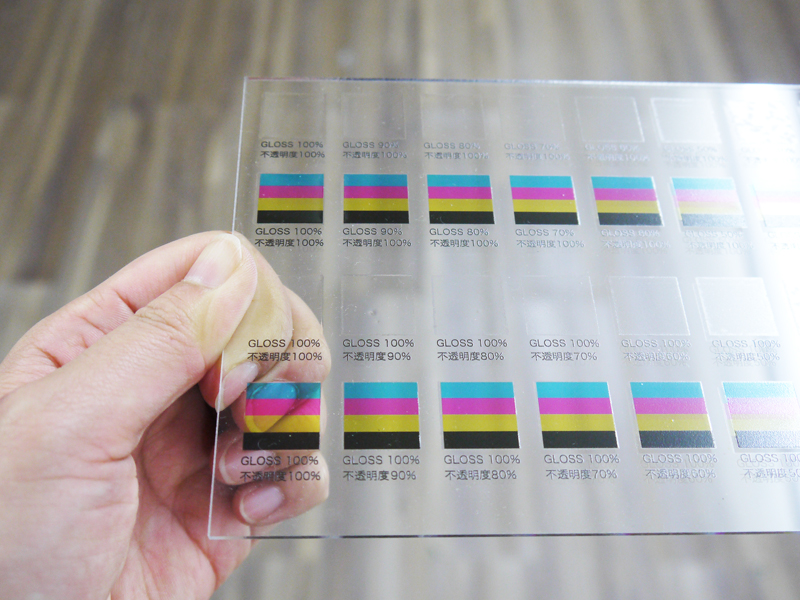
「グロスバーニッシュ」仕上げのほうは、濃度や不透明度による見た目の差が顕著に現れていました。数値が高ければ高いほどプリント箇所の淵ににじみが出てしまうもののクリアで美しく、数値が下がるほどにインクが点状にプリントされてどんどん「マット」のような仕上がりに。こちらは最低でも90〜100%に設定してプリントをしたほうが良さそうです。
(3)MDFへのプリント結果
これまでは地が透明なアクリル板にプリントをしてきましたが、元々色味のついているMDFにもテストプリントをしてみることに。またアクリル板はそれ自体にインクが染み込みませんが、MDFは繊維を固めて作られた素材のため、インクを非常に吸いやすいという違いもあります。
カラー、ホワイト、グロスインクをそれぞれ試してみました。
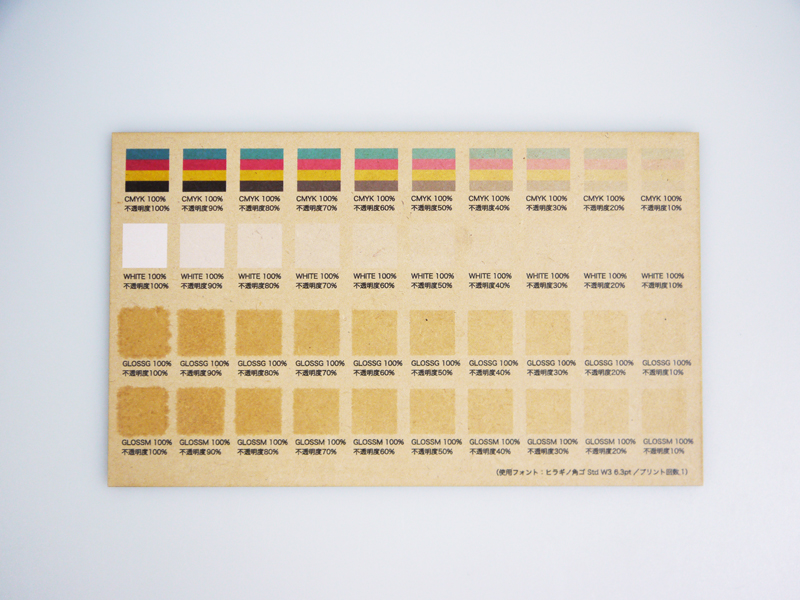
アクリル板と同様、問題なくスムーズにプリントすることができました。(グロスインクはそれぞれ「マット」と「グロスバーニッシュ」にしようと思っていたのですが、設定時にうっかり忘れてしまいこのような結果に…)
カラーとホワイトを近くで見てみるとこんな感じ。もっと滲むかなと思っていましたが、思いの外ピリッと綺麗にプリントされています。カラーの方は60%くらいまではインクのツヤが目立ちますが、それ以下だと色は薄くなるもののMDFに非常に馴染んだ仕上がりになりました。また、ホワイトは50%になるとほとんどインクが見えなくなるので、プリントする場合は最低でも70%以上に設定しておかないとインクを無駄にしてしまう可能性が高そうです。
透明グロスインクの「グロスバーニッシュ」仕上げをしたものは、にじみが大変なことになっています。100%のものは若干ツヤは出ているものの気泡もたくさん入っているので、よっぽどの理由がない限りMDFのようなインクを染み込みやすい素材には使用しないほうが良さそうですね。

同じく、透明グロスインクの「マット」仕上げをしたものがこちら。「グロスバーニッシュ」とは打って変わって、にじみがなく非常に綺麗に仕上がりました。
それぞれの仕上がり結果の違いについて話では聞いていたものの、やっぱり実際に自分でやってみると新しく気づくことも多くて面白いですね。
サンプルはラボでご覧いただけますので、ぜひプリント時に参考にしてみてください!